上手な造形のコツ
上手な造形のコツ
上手に3Dプリントするにはコツが必要です。3Dプリントを上手にできるコツをご紹介します。
印刷プロファイル設定
- 最適な印刷結果を得るためには、印刷プロファイルの調整が不可欠です。
- テストピース(XP_Finder)の出来具合を確認し、最適な露光時間を設定してください。
- テストピースの各部位の印刷の出来具合を見ながら、ご自身の造形されたい形状に合わせて常に最適な印刷プロファイルになるよう調整してください。
- 設置後、レジンの切り替え、環境の変化等、印刷の節目では必ず実施してください。
- 印刷プロファイルについて、ビルドプレート上下動作の速度、特に上昇速度につきましては、Phrozen推奨値から変更しない様に注意してください。
- 速度を変更された場合、適切なサポートが受けられなくなる恐れがございます。
パラメータ調整用テストデータフローズン製品でパラメータを調整する際に使用するテストデータです。ダウンロードファイルを解凍してご利用ください。
- Megaシリーズ用(Sonic Mega 8K V2 / Sonic Mega 8K S)
26813_Phrozen Mega XP Finder.stl(圧縮形式:ZIP/5.72MB) - Mini・Mightyシリーズ用(Sonic Mini 8K S / Sonic Mighty Revo / Sonic Mighty 12K)
Phrozen_XP_Finder_V2.stl(圧縮形式:ZIP/3.34MB)
英文字(Better Than You Envisioned)
- 英文字がクリアに印刷されているかを確認します。
- 露光時間が不足すると「i」のドットが消え、多すぎると「e」の穴がふさがります。

円柱(Pillars)
- 一部の円柱が消えている場合、露光時間が不足となります。
- 露光時間が多すぎる場合、円柱が太くなります。

立て板(Side Panels)
- 露光時間が不足すると一部の立て板が消える可能性があります。
- 露光時間が多すぎると、隣接する立て板が接触する可能性があります。

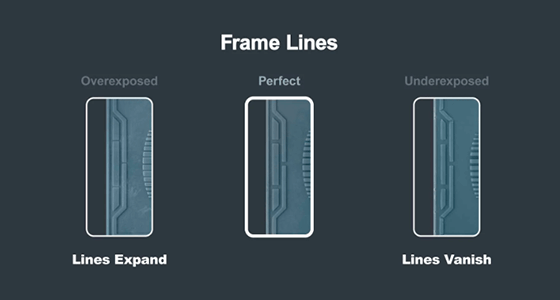
ライン(Frame Lines)
- 一部のラインが切れている場合や細くなり過ぎている場合、露光時間が不足となります。
- 露光時間が多すぎる場合、ラインが太くなります。
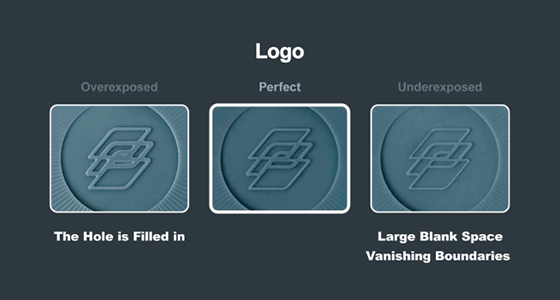
ロゴ(Logo)
- 露光時間が不足すると一部の線が切れたり、細くなります。
- 露光時間が多すぎると、中心の穴が塞がったり、線が太くなります。
その他、露光時間とは関係がありませんが、以下が調整の参考となります。
スロープ(Circular Slope)
- 印刷ピッチを細かく設定するとスロープの段をより細かく印刷することができます。
- 印刷ピッチを細かくすると、より微細な造形に向きますが、印刷時間は延びます。

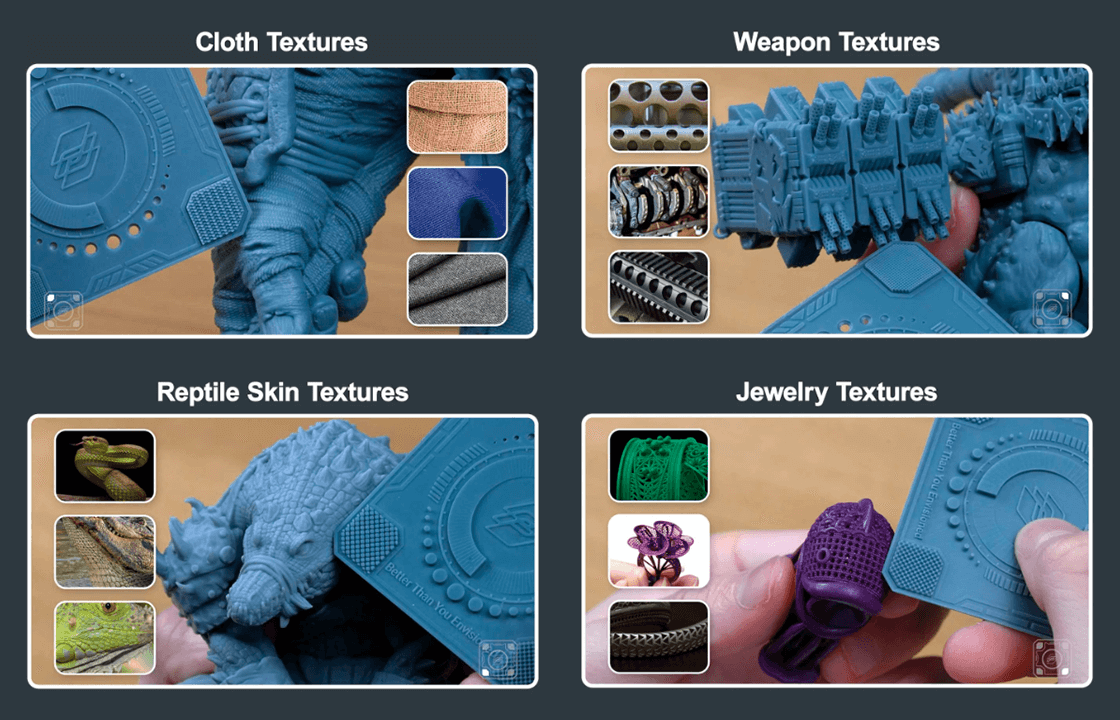
質感
- 4隅の四角の中はそれぞれ布、武器、爬虫類の肌、ジュエリーといった質感表現のサンプルとなっています。
- 印刷される造形物からこれら質感を参考にパラメータの微調整を行ってください。
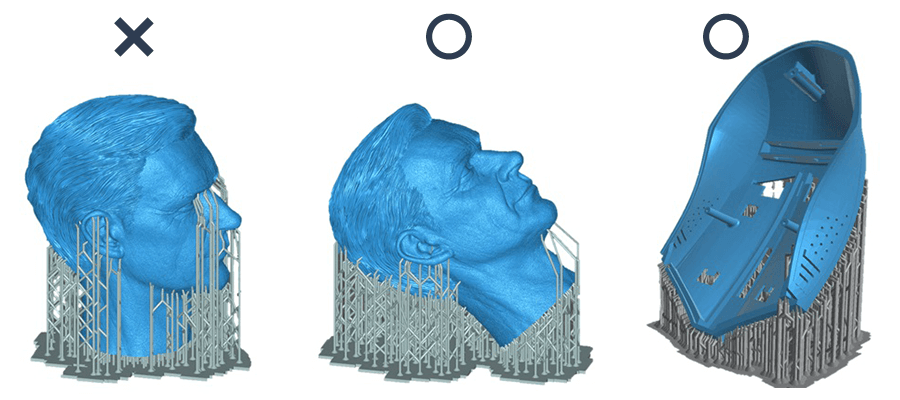
印刷時の配置について
- 造形物を印刷エリアに配置する際は、ある程度角度をつけて配置することを推奨しています。
 傾向
傾向- 傾斜角度が小さいほど、サポートが少なくなり、樹脂の節約になります。
- サポートが少ないほど、モデルへの影響が少なくなります。
- 断面積が大きくなるとレジンバットフィルムから持ち上げる際に波打ち等問題が発生しやすいため、0度での印刷はお勧めしません。
- 高さ方向が大きくなるほど、造形時間は増大します。
- 各層の断面積はあまり大きくすべきではありません。
- 断面積が大きいほどレジンバットフィルムから各層を引き上げる際に加わる力が大きくなり、造形物の破損等、印刷が失敗しやすくなります。

断面積が大きいほど、各層の引き上げる際の負荷が大きくなり、印刷不良が発生しやすくなる。 - 造形物表面について、サポートを付けた個所は必ず何らかの影響が発生いたします。(サポート除去後のサポート痕等)
- 造形物の配置する向きを調整し、表面形状で重要視する部分に可能な限りサポートが付かないように配慮することで、求めらる品質の向上につながり、後処理での修正の時間を短縮することができます。
求められる要件の重要性にもよるが、複雑な面が上を向いているため、サポートの影響を受けにくく、その後の処理の時間も短縮できる。
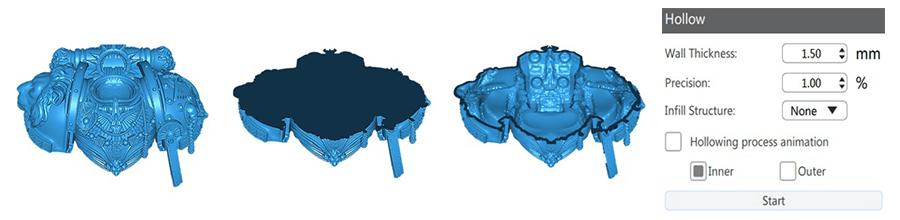
中抜き形状について
- 造形物の中抜きを設定されますと、印刷の成功率を高めるだけでなく、使用するレジンを節約することができます。
- 中抜きを実施する際、壁面となる部分の肉厚は少なくとも1.5mmにすることをお勧めします。
- 中抜きを行う際は必ず中に封入されるレジンを抜き取る穴(ドレインホール)を造形物に開ける必要があります。
- 穴を開けない場合、造形物に囲まれた中空空間が印刷中に陰圧となり、落下、破損が生じる恐れが高くなるほか、二次硬化の際に洗浄できず残留したレジンにより時間経過とともに変形や破損の恐れが増大します。
- 穴はビルドプレートに対し垂直になる様開けることで、圧やレジンが抜けやすくなります。
- 掘る穴の直径は3mm以上を推奨します。大きければ大きいほど印刷後の洗浄を容易になります。
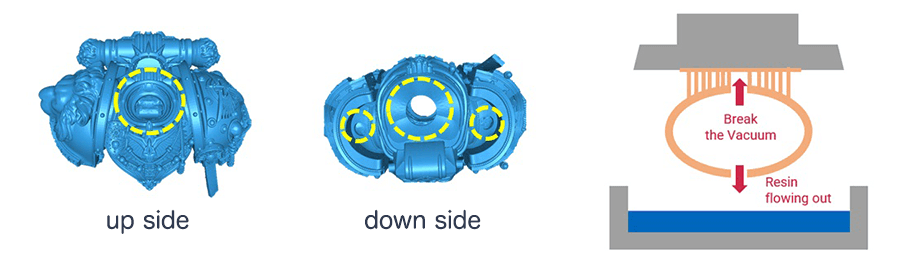
穴は、底やクランプの継ぎ目、あるいはモールディングの前面が目立たない場所に開けることができます。穴は底に近い方に掘り、圧力が早く解放されればされるほどよく、模型のモデリングに影響を与えないようにします。
穴の直径は3mm以上とし、モデリングに影響を与えないのであれば、大きければ大きいほどレジン抜き、洗浄が容易になります。 - 中空の造形物を印刷する場合、必要に応じて中の圧力を逃がすために圧抜き穴を設定する必要があります。
- 圧抜き穴を開けない場合、印刷中の破損、変形の恐れが増大するほか、印刷後に洗浄できず内部に残った残留レジンにより時間経過とともに変形や破損につながる恐れが生じます。
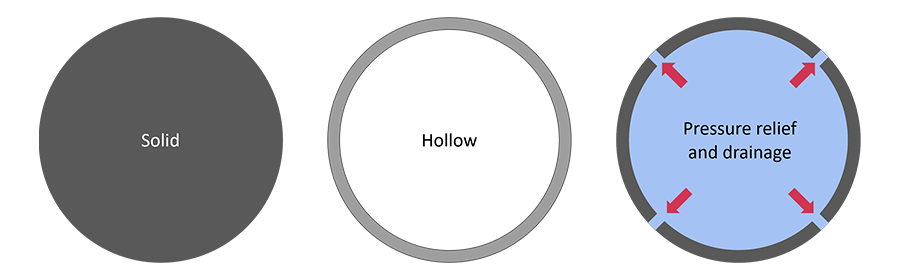
中空の造形物を印刷する場合、樹脂を排出し圧力を逃がすために穴を開ける必要があります。
サポートの設定について
- サポート接点の形状について、サポートを除去する時のことを考えれば、球状の接触形状の方が直接の接触形状よりも除去しやすい。
- 一方で、直接接触形状の方が球状の接触形状よりも安定性が高く、脱落の危険性が低くなります。
- サポートを除去した後、モデルの表面上のサポートの残留物は、直接接触形状よりも球面接触形状の方が目立ちます。
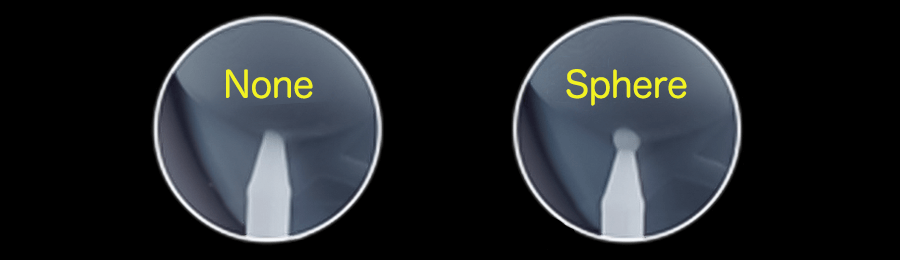
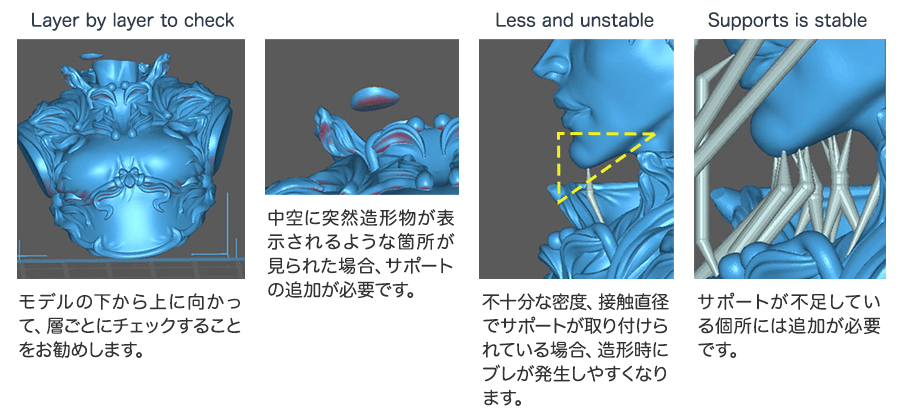
球状接触のサポート接点は除去しやすいが印刷中の脱落の危険性が高く、除去後のサポート痕も目立ちます。 - サポートの取付に際して、取り付け後に不足が無いか1層ずつ確認することをおすすめします。
- サポートの取付が不十分な場合、印刷の失敗や造形物の変形につながる恐れがあります。
- サポートの不足、不十分な箇所が見られた場合はサポートを追加してください。
【サポートの不足が発生しやすい形状の例】
・ 肘、コスチューム ・ ジュエリー、スタイリング・オブジェ ・ 毛先、指、耳 など。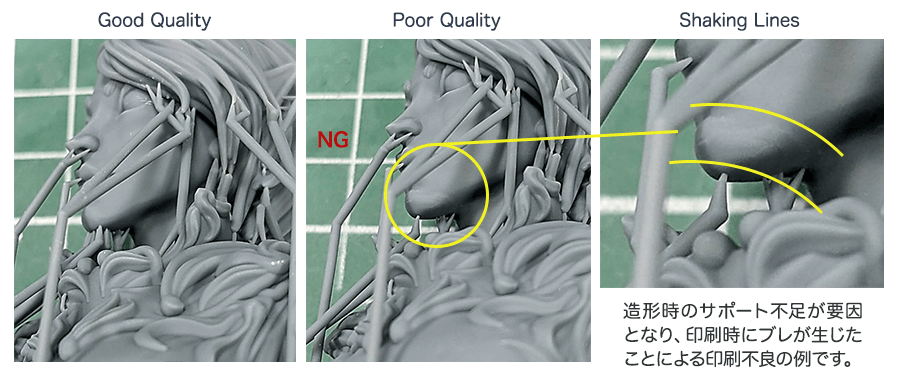
掲載:2024/11/19更新:2024/11/18